
【導(dǎo)讀】隨著電子系統(tǒng)中元器件密度的提高,設(shè)計(jì)師通常為了和印制電路板(PCB)上厚度為0.10 mm的焊膏模板配套,而選擇共面度不超過(guò)0.10 mm的、同等精密的連接器。然而,市場(chǎng)上有很多共面度值為0.15 mm的連接器,同時(shí)共面度值為0.10mm的連接器也由于引腳數(shù)量的增加以及特型引腳、直角連接器的引入等原因而難度越來(lái)越大。這因此限制了設(shè)計(jì)師的連接器選擇范圍;或者在本可以優(yōu)先使用單個(gè)連接器時(shí),卻不得不使用多個(gè)連接器,或者被迫使用階梯焊膏模板。這兩種選項(xiàng)都增加了系統(tǒng)設(shè)計(jì)和生產(chǎn)的成本與復(fù)雜度。
然而,Samtec Inc.和Phoenix Contact的一項(xiàng)研究表明,通過(guò)優(yōu)化焊膏模板的開(kāi)孔形狀,設(shè)計(jì)師就可以選擇已廣泛提供的、價(jià)格更低的、共面度為0.15 mm的連接器來(lái)與更精細(xì)的0.10 mm焊膏模板配合使用,同時(shí)在良品率為100%的情況下也能滿足IPC-J-STD-001 Class 2標(biāo)準(zhǔn)的要求。
本文將討論焊膏模板與連接器共面度之間的關(guān)系,以及設(shè)計(jì)師面臨的取舍和制約因素等話題。然后本文將介紹此項(xiàng)研究的情況和相應(yīng)的結(jié)果,以及這些結(jié)果在優(yōu)化設(shè)計(jì)的時(shí)候?qū)Τ杀尽⒖臻g、性能和可靠性產(chǎn)生的影響。
焊膏模板與連接器共面度之間的關(guān)系
利用精密加工的焊膏模板來(lái)精準(zhǔn)地施放一小塊焊膏并不太困難。但隨著連接器引腳數(shù)量的不斷增加,同時(shí)連接器上的一些引腳需要被做成特定形狀和被做成諸如直角連接等特定的連接類(lèi)型,連接器與采用精密焊膏模板來(lái)施放成形的焊料之間出現(xiàn)了越來(lái)越大的匹配困難。主要問(wèn)題是由于連接器引腳的共面度引起。
簡(jiǎn)而言之,“共面度”這一術(shù)語(yǔ)是指當(dāng)連接器被置于平面上時(shí),其高度最高的和高度最低的引線(或引腳)之間的最大距離。該距離的數(shù)值通??捎霉鈱W(xué)測(cè)量設(shè)備測(cè)得(圖1,左圖)。
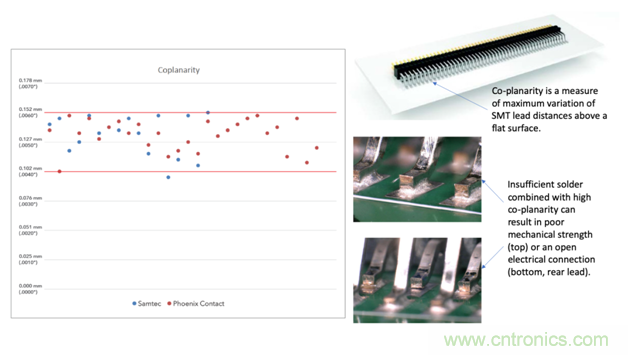
圖1: 共面度是指在一個(gè)平面上測(cè)量到的不同引線高度之間的最大差值;對(duì)表面貼裝(SMT)器件的引線而言,將該項(xiàng)差值降至最低至關(guān)重要,借此可以避免焊點(diǎn)出現(xiàn)問(wèn)題。(右下角)。(圖片來(lái)源:Samtec Inc.)
好的共面度對(duì)于好的焊點(diǎn)至關(guān)重要:如果一條引腳或引線的位置太高,它可能就無(wú)法與焊膏形成充分的接觸,從而導(dǎo)致焊點(diǎn)在機(jī)械上出現(xiàn)虛焊或出現(xiàn)完全電氣連接開(kāi)路的漏焊。大多數(shù)規(guī)范都要求共面度在0.10mm和0.15mm之間。
通過(guò)利用正確的工藝和工具,就能夠?yàn)槎鄶?shù)應(yīng)用持續(xù)地構(gòu)建共面度為0.15 mm的連接器。然而,由于引腳數(shù)量的增加,特別是一些連接器的引腳發(fā)展成為了特定的形狀,或者它們需要以特定角度(如雙排、直角)來(lái)進(jìn)行連接時(shí),要達(dá)到0.10 mm的共面度就更為困難。維持這種較低的共面度會(huì)增加連接器成本。
如今的大型電路板都包括超過(guò)3000個(gè)元件和體積更小的、更高集成度的電子器件,使得本已緊張的板上空間變得更加密集,其結(jié)果是元器件引腳之間的間距也越來(lái)越小,設(shè)計(jì)師現(xiàn)在也在更多地考慮采用厚度為0.10 mm的焊膏模板。如果使用更厚的焊膏模版,那么引線或焊盤(pán)之間就會(huì)存在較高的焊橋風(fēng)險(xiǎn)。然而,設(shè)計(jì)師很難找到既滿足0.10mm共面度規(guī)格要求,同時(shí)又具有足夠引腳數(shù)及合適外形尺寸的連接器。
當(dāng)然,設(shè)計(jì)師的確也可以選擇其他解決方案。如他們可以采用階梯化焊膏模板,用薄一點(diǎn)的焊膏模板來(lái)應(yīng)對(duì)小節(jié)距元件,而用更大一些的模板來(lái)支持連接器。這就解決了問(wèn)題,但焊膏模板成本就會(huì)變得更高,同時(shí)還有可能無(wú)法適用于焊錫階梯兩側(cè)元器件之間空間不足的應(yīng)用。根據(jù)通常的經(jīng)驗(yàn)來(lái)看,兩個(gè)階梯開(kāi)孔之間的距離應(yīng)該為階梯厚度的36倍。
另一種選擇是使用多個(gè)連接器。連接器的引腳數(shù)量越少,就越容易使其滿足更為緊密的共面度規(guī)格。但是多個(gè)連接器又增加了成本,同時(shí)增加了布局復(fù)雜性并帶來(lái)可靠性問(wèn)題。此外,盡管連接器可能滿足0.10 mm共面度要求,但厚度為0.10 mm的焊膏模板意味著更低的焊料高度,從而導(dǎo)致焊點(diǎn)機(jī)械強(qiáng)度可能不夠高。
如何優(yōu)化焊膏模板的開(kāi)孔
為了最低限度地采用這些折衷方案,Samtec和Phoenix Contact針對(duì)三個(gè)系列的連接器研究了通過(guò)修改焊膏模板開(kāi)孔所產(chǎn)生的效果。這些研究使用了一個(gè)厚度為0.15 mm和1:1開(kāi)孔的模板,從而使沉積焊料的尺寸和形狀與銅焊盤(pán)一致。隨后在這些實(shí)驗(yàn)中增加了兩種厚度為0.10mm的、但開(kāi)孔更大的模板,并在接下來(lái)的研究中制作并選用了共面度在0.10 mm和0.15 mm范圍內(nèi)的連接器。
這項(xiàng)研究涉及將焊膏模板開(kāi)孔的大小調(diào)整到超出焊盤(pán)尺寸來(lái)進(jìn)行套印,以增加焊料量并形成更好的連接,但不多到導(dǎo)致焊橋或在電路板表面留下焊球。為實(shí)現(xiàn)這一目標(biāo),這項(xiàng)研究依賴于回流焊過(guò)程中的焊膏在達(dá)到其液化溫度后,在加熱的焊盤(pán)上形成凝結(jié)的趨勢(shì)。當(dāng)然,必須為每種連接器類(lèi)型確定正確的開(kāi)孔大?。▓D2)。
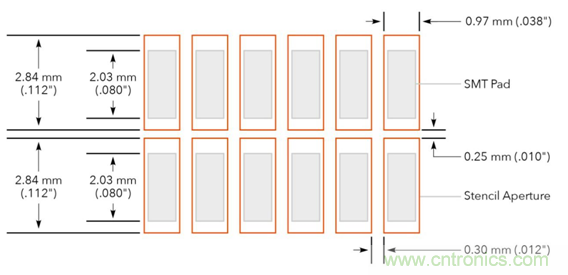
圖2:橙色輪廓顯示了FTSH連接器的最佳開(kāi)孔尺寸。(圖片來(lái)源:Samtec Inc.)
例如,為了確保在共面度為0.152 mm的 FTSH連接器樣品與厚度為0.10 mm焊膏模板之間形成良好的焊點(diǎn),最佳開(kāi)孔為2.84 mm x 0.97 mm。這樣就可以面向100%良品率去實(shí)現(xiàn)滿足IPC-J-STD-001 Class 2標(biāo)準(zhǔn)要求的高質(zhì)量焊點(diǎn)(圖3)。
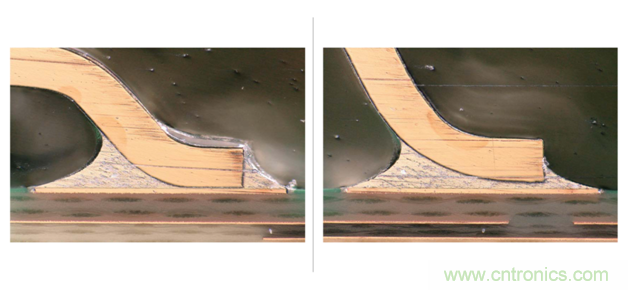
圖3 :共面度為0.152 mm的FTSH連接器樣品在使用了厚度為0.10 mm的、具有優(yōu)化開(kāi)孔的焊膏模板后形成的焊接結(jié)果,可以看到其內(nèi)排(左圖)引腳和外排引腳(右圖)都是高質(zhì)量的焊點(diǎn)。(圖片來(lái)源:Samtec Inc)
基于這些結(jié)果,可以清楚地看到設(shè)計(jì)人員在使用厚度為0.10 mm的焊膏模板時(shí),應(yīng)當(dāng)再次考慮采用最大共面度值為0.15mm的連接器。如果已經(jīng)確定了用最佳模板開(kāi)孔來(lái)支持組合模式,就可以采用眾多現(xiàn)成可用的連接器而擴(kuò)大了選擇范圍,并可避免在受到限制的范圍內(nèi)選用昂貴的替代品。如果最佳開(kāi)孔無(wú)法在網(wǎng)上獲得或尚未確定,那么很重要的是在設(shè)計(jì)流程之初就要去聯(lián)系連接器制造商來(lái)確定最佳開(kāi)孔,或?yàn)槿魏我汛_定的應(yīng)用找出更合適的解決方案。
早期介入極為關(guān)鍵,隨著設(shè)計(jì)流程逐漸深入,其選擇面就越來(lái)越窄。
結(jié)論
由于充分了解各種取舍權(quán)衡,并聽(tīng)到客戶對(duì)更加精密的焊膏模板和更加緊致的共面度的渴望,Samtec Inc.與Phoenix Contact兩家公司的研發(fā)團(tuán)隊(duì)攜手開(kāi)發(fā)了優(yōu)化焊膏模板開(kāi)孔的途徑,它可使共面度為0.15mm的連接器能與厚度為0.10mm的焊膏模板配合使用。該項(xiàng)研究帶來(lái)了全球最佳成果:厚度為0.10mm的精密焊膏模板、更大的連接器選擇范圍、低成本、低復(fù)雜度、滿足IPC-J-STD-001 Class 2標(biāo)準(zhǔn)中機(jī)械強(qiáng)度要求的高質(zhì)量焊點(diǎn)。
關(guān)于作者:
David Decker,Samtec Inc.互聯(lián)工藝部總監(jiān)
David Decker于1993年獲得了路易斯維爾大學(xué)Speed科學(xué)學(xué)院(University of Louisville’s Speed Scientific School)的機(jī)械工程工學(xué)碩士學(xué)位,并于1998年獲得了專(zhuān)業(yè)工程執(zhí)照。其職業(yè)生涯始于在Lexmark, Inc. 擔(dān)任的注塑模具工程師,其后任職于通用電氣家電產(chǎn)品部(General Electric Appliances)。隨后,David加入了Samtec并在該公司工作了22年,曾在新產(chǎn)品設(shè)計(jì)、定制化產(chǎn)品設(shè)計(jì)等部門(mén)擔(dān)任重要職務(wù),并在過(guò)去15年中一直擔(dān)任互連工藝部總監(jiān)。David還在Clark縣警長(zhǎng)辦公室預(yù)備役部擔(dān)任中尉,并在該處服務(wù)了9年。
推薦閱讀:


