【導(dǎo)讀】由于焊接過程中,工件有加工誤差、熱變形、定位誤差等各種影響因素,導(dǎo)致焊接質(zhì)量下降,為保證焊接的可靠性,必須要進(jìn)行焊縫的自動跟蹤。這里就要用到移動焊接機(jī)器人了,本文就為大家講解移動焊接機(jī)器人電路設(shè)計(jì)。
焊接機(jī)器人是在工業(yè)機(jī)器人基礎(chǔ)上發(fā)展起來的先進(jìn)焊接設(shè)備,由于焊接過程中,工件有加工誤差、熱變形、定位誤差等各種影響因素,導(dǎo)致焊接質(zhì)量下降,為保證焊接的可靠性,必須要進(jìn)行焊縫的自動跟蹤。核心是開發(fā)離性能的傳感器和有效的控制方法,近年來,CCO傳感器和旋轉(zhuǎn)電弧傳感器已成為兩大主流傳感器;模糊控制和及其與神經(jīng)網(wǎng)絡(luò)、PIO結(jié)合的智能控制方法已成為主要的控制方法。
焊接電源和信號的檢測及相關(guān)的控制部件組成電弧傳感系統(tǒng),包括焊炬、直流焊接電源、霍爾電流傳感器、AID采樣器件、濾波和轉(zhuǎn)速控制電路。它是整個系統(tǒng)的關(guān)鍵,完成測位、旋轉(zhuǎn)伺服控制和電流采樣的功能。為了確定焊炬旋轉(zhuǎn)時所處的位置及旋轉(zhuǎn)速度,在旋轉(zhuǎn)電機(jī)中裝有一個同鈾的光電碼盤,其外圈有64個矩形槽、內(nèi)圈有1個矩形槽,當(dāng)電機(jī)運(yùn)轉(zhuǎn)時,矩形槽交替地阻擋和允許從光電管中的發(fā)光管通往光敏接受管的光路,光敏管輸出脈沖信號,反映旋轉(zhuǎn)的瞬時位置,用作AID 采樣的觸發(fā)脈沖。旋轉(zhuǎn)電機(jī)的控制一般采用PWM方式,具體的實(shí)現(xiàn)分為數(shù)字式和模擬式兩種。文獻(xiàn)1中通過DSP進(jìn)行數(shù)字處理,計(jì)算出相應(yīng)的控制量后輸出到 OAC7625,A/0轉(zhuǎn)換的結(jié)果經(jīng)過隔離放大后控制PWM模塊SG3525,這是一種數(shù)字式的控制方法,此外也有采用單片機(jī)的HSO或EPA的高速輸出功能,通過驅(qū)動及光電隔離電路完成電壓等級的轉(zhuǎn)換后對電機(jī)進(jìn)行轉(zhuǎn)速控制。
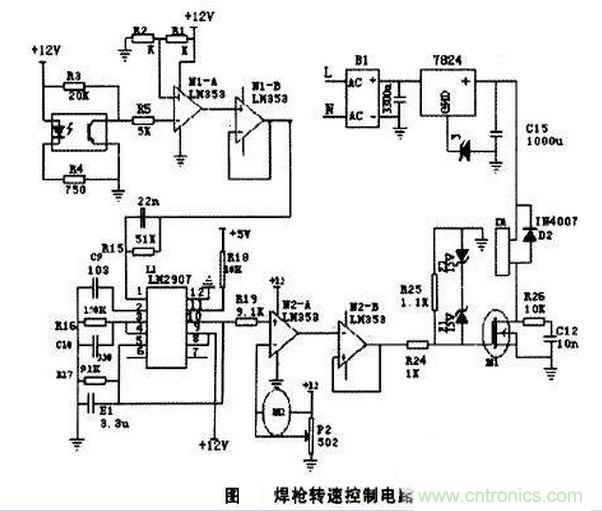
采用的是圖2所示的模擬電路的方法,原理是:焊炬旋轉(zhuǎn)的速度信號經(jīng)隔離放大后,送入LM2907進(jìn)行頻率/電壓轉(zhuǎn)換,其輸出為一個與轉(zhuǎn)速相對應(yīng)的鋸齒波。此信號和調(diào)速旋鈕來的設(shè)定值分別輸入放大器的負(fù)、正輸入端,輸出的是PWM電壓,實(shí)現(xiàn)對場效應(yīng)管IRE540的控制。